
Lap seam welding is a type of resistance welding, also known as electrical resistance welding (ERW). Unlike arc welding, which uses gas, resistance welding uses a strong electric current to join two metal parts. The current heats the metal parts at the welding joint, causing them to melt and forge together. In seam welding specifically, the weld wheels (electrodes) apply the force and deliver the necessary current. After the weld absorbs heat energy from the molten weld joint, a weld nugget forms at the point of solidification. Applying pressure before, during, and after passing the electric current helps maintain the heat at the pressure application point. This process works well on low carbon steels, high alloy steels, stainless steel, aluminum, titanium, and more.
Resistance welding has various subcategories, such as lap seam welding, spot welding, butt welding, projection welding, and flash welding. Each type has unique welding principles suitable for a specific application. In this article, we’ll focus on lap seam welding and explore the process, advantages, disadvantages, common uses, and precautions associated with this technique.
What Is a Lap Seam Weld?
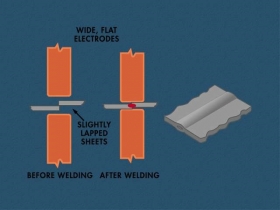
In lap seam welding, two slightly overlapping metal sheets are joined by continuous local fusion. The welding process uses two wheel-shaped electrodes to apply pressure and pass electricity through the metal workpieces. Holding two metal parts together creates contact electrical resistance that causes heat energy to accumulate at the seam interface. This is different from a butt weld in that the pieces are overlapping rather than side-by-side.
Both alternating current (AC) and mid-frequency direct current (MDFC) are ideal forms of electricity for lap seam welding. The magnitude of current used determines the level of heat energy you generate during the welding process. The degree of welding force you need to use is directly proportional to the material’s hardness/strength.
The Welding Procedure
The process starts by cleaning and appropriately overlapping the metal workpieces together. The workpieces are then placed between two circular electrodes, which apply pressure to hold them in place. Next, the coolant supply is engaged, allowing water to flow to the electrode. Some welding machines use an additional external spray of water directly on the weld area as extra coolant. To begin welding, the electric current supply is turned on, causing the power-driven circular electrodes to revolve and move the workpieces. A continuous fusion zone consisting of overlapping nuggets can be created by quickly turning the electricity on and off.
Types of Lap Seam Welding
There are two main categories of resistance seam welding.
Roll Spot Seam Welding
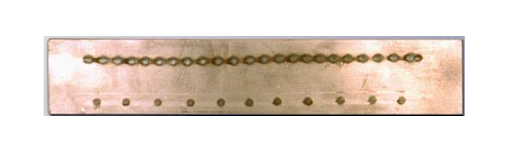
In this process, the electric current is timed to initiate in a sequence that separates the individual welds by the desired spacing. The weld wheels continue to maintain force and roll during the entire process. The weld happens at different spots rather than in a continuous line. Roll spot is used when a fluid-tight joint is not required.
Continuous Seam Welding

An unbroken weld can be achieved using continuous seam welding. Here, the weld time is adjusted to the wheel speed, causing the individual spot welds to slightly overlap each other. The weld wheels maintain constant pressure on the weld area during the process. The result is a fluid or air-tight, overlapping weld joint. The type of electrode used will depend on the type of material being welded. For instance, stainless steel may require RWMA Class 3, while other steels can use RWMA Class 2.
Lap Seam Welding Advantages
Easy to Operate
Once the welder overcomes the initial learning curve and finds the right timing, a seam welding machine requires basic operation skills.
Ideal for Fluid Tight Containers
Lap seam welding is an excellent welding option for liquid and gaseous joints. You can use continuous seam welding to produce air and liquid tight radiators, tin cans, dishwashers, washing machines, and other steel drums.
Little Overlapping
The overlap in resistance seam welding often doesn’t exceed 10mm, which is smaller than the joints in spot and projection welding. This feature is perfect for situations where excessive overlapping is a concern.
Eco-Friendly Process
Since it doesn’t use filler material, this process doesn’t result in the emission of gases or fumes. Filler material is a common source of pollution.
Efficient
Seam welders have a much higher output of welds for the same amount of time compared to other processes. The welding machine automatically loads and unloads the workpieces to allow for quick and efficient welding. This lowers the workforce needed while increasing the work output.
Disadvantages of Lap Seam Welding
Expensive Equipment
The cost of equipment and seam welding machinery tends to be high. However, there’s no other process that achieves the same outcome at the same efficiency as seam welders.
Energy Consumption
Seam welders require extreme amounts of power to operate. This needs to be factored into the facility’s infrastructure as well as the company’s budget. However, as with the cost of equipment, the high production output is well worth the expense.
Material Limitations
It may be difficult to work on metal parts with a thickness greater than 3mm.
Real-World Uses
Resistance seam welding finds extensive use in the automotive industry as welders can use it to make vehicle chassis and fuel tanks. The sturdy welds help guarantee safe and robust vehicle parts. It is also used to fabricate heat exchangers as it is cost-effective and resistant to corrosion. The appliance industry utilizes seam welding often to create dishwashers, washing machines, or any other appliance that needs to be watertight.
Take Precaution
Using too much electricity may result in electrode deterioration if the interface between the workpiece and electrode gets too hot. The coolant or external water supply must work appropriately to mitigate the heat energy from the electrodes and cool the rollers during the welding process. You also need to monitor the welding speed to achieve a high-quality seam throughout the entire joint.
There you have it, an overview of the lap seam welding process. Every type of resistance welding has its best use cases, and the strengths of lap seam welding help cover the weaknesses of other methods. We will continue to bring you valuable content from Tuffaloy. Follow us on LinkedIn, Twitter, and Facebook to stay up to date.

